Get in Touch with IDA

IBC Tote Mixer vs. Standard Tank Agitator: A Comprehensive Comparison
Contents
show
When it comes to the industrial liquid mixing process, the proper choice of equipment literally determines the efficiency, the costs and the success of the process. Among the different options that are available, the IBC Tote Mixer and the Standard Tank Agitator are the ones that are gaining popularity and are quite different from one another in terms of design, function and application. However, the most important question is: What is their comparation and which one is better for your particular case? The present guide is an extensive one that not only gives an analysis but also provides a detailed account of these two mixing solutions by pinpointing their key characteristics, benefits, and ideal use situations. So, if you are at the stage of fine-tuning production lines or dealing with the chemical blending activities, this article will provide you with the necessary insights to make the kind of choices that could change your entire mixing operations for good.
Understanding IBC Tote Mixers

What is an IBC Tote Mixer?
IBC tote mixers are strong, powerful mixing machines that are intended mainly for mixing materials rapidly and efficiently directly in the IBCs. These containers—275 to 330 gallons in size—are one of the major reasons for their adoption in the pharmaceutical, chemical processing, food and beverage, and coatings industries. The IBC tote mixer is designed to enter the opening of the IBC container perfectly and thus allows easy mixing of liquids, powders, or other materials in the container.
Modern Technology Integration
Modern IBC Tote mixers have the best technology applied to them to be able to offer pneumatic or electric drives that guarantee to deliver uniform and consistent results each time. The mixers may have collapsible impellers and exclusive blade configurations for dealing with really tough materials and viscosities or use different mixing configurations. The usage areas go from mixing high-viscosity liquids to sediment dispersal. IBC tote mixers are not only the mixing devices but also the quality assurance and the waste reduction measures as they increase the operational efficiency by doing away with the material transfers to and from the dedicated mixing tanks. Thus, the production flow is made easy, contamination risks are lowered, and losses are ultimately reduced.
Key Features of IBC Tote Mixers
IBC tote mixers boast a variety of cutting-edge features that significantly improve and make them more flexible in different industries. Their modular design is one of the main features, which allows them to be attached and detached to standard IBC totes without substantial retrofitting. The majority of IBC tote mixers are equipped with variable speed controls, which give the operators the power to modify mixing in relation to the viscosity and density of the materials being treated. The use of collapsible impellers ensures that mixing is still effective even in tight spots while also allowing for the portability and easy storage of the equipment when not in use.
Advanced Technological Capabilities
- State-of-the-art sensors monitoring temperature, viscosity, and fluid levels for precise mixing condition control
- Wireless capabilities enabling remote monitoring and adjustment of mixing processes
- Industrial Internet of Things (IIoT) backend support for enhanced operational efficiency
- Advanced features that maintain uniformity while reducing the risk of overmixing or material degradation
The perfect mixer is the one that fits best your needs, that is why you have to carefully think about flow patterns, motor power, and compatibility with certain IBC sizes before making a choice. The freedom in having these specially made designs widens the use of IBC tote mixers in different areas—from food and drink to drugs and chemicals. The major part of the industry’s research and development budget is spent on making the plants more efficient, more reliable, and easier to meet the high quality standards.
Applications of IBC Tote Mixers in Industries
IBC tote mixers have found applications across various industries, primarily due to their exceptional performance in homogenization, mixing, and blending operations. In the food and beverage industry, their robust mixing capabilities help prevent product quality inconsistencies caused by improper or incomplete ingredient mixing—particularly for syrups, flavors, and beverages in general. The pharmaceutical sector relies heavily on IBC tote mixers to properly expose active ingredients to excipients in a manner ensuring regulatory compliance and meeting pharmaceutical standards for homogeneity. Similarly, in chemical production, these mixers assist in scaling up processes while maintaining product quality at every stage through batch operations, even when working with highly viscous or dense materials under continuous or slow-working conditions.
Emerging Applications:IBC tote mixers are more often used in environmental applications like waste water treatment where they help mix chemical additives that would be water treated and stabilized according to recent industry reports and manufacturers information. They are considered an essential mixing equipment with their ability to handle various viscosities and volumes in the industrial sector where cost-effective, high-performance mixing solutions are demanded. Such applications highlight the importance of IBC tote mixers in regulating measures of compliance faced due to constantly changing industrial dynamics.
Standard Tank Agitators: An Overview
Definition and Functionality of Standard Tank Agitators
Standard tank agitators are mechanical devices that help in optimizing the mixing, blending, or suspension processes in the industrial tanks and vessels. The source of fluid movement comprises the rotating impellers that are part of the mechanisms of such machines, and this movement of the fluid is homogeneous mixing of the contents of the tank. The pharmaceutical, chemical processing, and food production industries are some of the sectors that rely on these agitators, as their applications demand very strict quality and product consistency. Factors like the nature of the mixing application, size of the tank, material properties, and process whether it encompasses emulsification, heat transfer, or solids suspension are considered when selecting an agitator.
Standard tank agitators are, however, fitted with energy-efficient motors, sophisticated impeller designs, and intelligent monitoring systems, thanks to the latest technological advancements. Such technological innovations are responsible for the friendliness to the environment, operational efficiency, and the greatly reduced maintenance costs. Generally, standard tank agitators are decisive in meeting the strict requirements of modern industrial operations.
Components of Standard Tank Agitators
The main components of standard tank agitators can be categorized into several important elements designed to enhance performance and adaptability:
1. Drive System
The drive system, usually made up of energy-efficient electric motors, is the source of power for the agitator. Motor speed is controlled by variable frequency drives (VFDs), which results in control and energy savings as per the sustainable manufacturing goals laid out by the world.
2. Impellers
The performance of the whole mixing process depends mainly on the impellers. The derivatives of the impeller design are being advanced and applied to mixers, which results in highly efficient and low-energy-consuming mixers. Size, type, and blade geometry of the impellers are the main determinant of what application the mixer can be used for and its efficiency.
3. Shafts and Couplings
The drive transmits the power to the impeller through the agitator shaft. Misalignment and vibrations are minimized by couplings which consequently prolong the life of the components. Generally, high-quality, corrosion-resistant materials are considered in the manufacture of components that are subjected to severe operating conditions.
4. Seals
Shaft seals keep the process area free of contaminants by preventing leakage during the pump operation. Most modern mechanical seals have been designed to work under difficult conditions, including those of very high pressure and temperature, and at the same time to require very little maintenance.
5. Control Systems
The main components of modern smart control systems are made up of sensors and IoT connectivity for real-time monitoring of performance. Predictive maintenance notifications and enhanced process consistency are the results of the growing emphasis through automation in the industry.
These components enhance the effectiveness, durability, and safety of modern tank agitators, making them absolutely necessary in industrial mixing processes.
Common Industrial Applications for Tank Agitators
Tank agitators are employed across different industrial sectors due to their critical function in ensuring thorough mixing, blending, or homogeneity in various processes. The most common industries utilizing tank agitators include:
| Industry | Applications & Processes |
|---|---|
| Chemical Processing | Tank agitators are integral in chemical production for mixing reactants, dispersing solids, and ensuring even temperature distribution. Processes include polymerization, neutralization, and emulsion preparation requiring specific shear rates and flow profiles. |
| Pharmaceuticals and Biotech | Precision mixing in bioreactors and vessels is crucial, where blending active compounds with excipients must be consistent. Agitators facilitate fermentation by ensuring optimal oxygen supply and pH balance. |
| Food and Beverage | Tank agitators play vital roles in mixing sauces, beverages, dairy products, and confectionery. They ensure proper ingredient dispersion while preventing settling or separation during production. |
| Water and Wastewater Treatment | Agitators are key players in wastewater treatment plants, enabling proper mixing during chemical dosing, flocculation, and sludge conditioning. Their application improves contaminant removal efficiency and overall plant performance. |
| Petrochemical and Oil Refining | Agitators are used during crude oil blending, additive refining, and drilling fluid preparation. They ensure uniform mixtures and prevent phase separation, significant for optimizing process yields and product quality. |
These applications highlight both the flexibility and indispensability of tank agitators in improving industrial operations, ensuring product quality, and maintaining regulatory compliance. As industry needs continue evolving, development of new designs and performance improvements in agitators will likely expand their applications further.
Mechanical Design: IBC Tote Mixer vs. Standard Agitator

Comparative Mechanical Design Analysis
The comparison of the mechanical design between IBC tote mixers and standard agitators elucidates the differences in scalability, mobility, and application quite clearly. Specifically of IBC tote mixers they are engineered to suit intermediate bulk containers (IBCs) thus making their application versatile in the case of those industries where mobility and flexibility in material handling are very important. The mixers have features that do not only support but also enhance their light weight, for example, quick installation, collapsible impellers, and other elements that help to conduct fast operations.
In contrast, standard agitators are intended primarily for stationary tanks, equipped with powerful motor systems and higher torque to enable easier and more powerful mixing processes. The impeller configurations in standard agitators are typically designed for long-term continuous operation, focusing on durability and operational stability in fixed systems.
Industry Selection Patterns
Search analytics and technical studies indicate that industries choose IBC tote mixers for decentralized operations such as chemical trials or smaller batch production, while relying on standard agitators for large-scale, centralized production where high throughput and consistency are essential factors. This distinction reinforces the necessity of correctly selecting mixers based on operational requirements, maintenance logistics, and cost considerations.
Impeller Types and Their Impact on Mixing Efficiency
Mixing efficiency is directly affected by impeller type, as it plays a major role in flow patterns, shear rates, and energy consumption within the mixing environment. According to latest industry trends, professionals frequently inquire about performance characteristics of the most common impeller designs: axial flow impellers, radial flow impellers, and pitched blade turbines.
Axial Flow Impellers
Generate major top-to-bottom circulation, ideal for large volume homogenization and mixing low-viscosity fluids.
Radial Flow Impellers
Generate flow perpendicular to the impeller shaft, well-suited for high-shear applications like gas dispersion and emulsification.
Pitched Blade Turbines
Provide a combined effect of both axial and radial flow, offering versatility for processes including solid suspension and heat transfer.
The selection of the appropriate impeller necessitates a comprehensive understanding of the process requirements i.e., fluid viscosity, mixing aims, and operational limitations. The interaction between the impeller design and the consideration of application is what defines the most efficient design that maximizes operation and minimizes energy consumption at the same time. This entire process of choosing is very significant when the production is increased, and the quality of the product is to be maintained in different industrial operations.
Material Considerations: Stainless Steel vs. Other Materials
Stainless steel is the material preferred to be used in the manufacturing of industrial equipment since it possesses great corrosion resistance, to mention the least. The main area of its great survival against corrosion is the chromium oxide passive layer which not only prevents rust and chemical damage but also survives in the most hostile environments—high acidity or salinity. It is for this very reason that this material is widely used in all three mentioned industries due to their common strong demand for very high hygiene and durability standards.
However, other materials like carbon steel, aluminum, and polymers can be used as alternatives when the operational conditions are different. Carbon steel is a strong and economical choice where rust is not a concern at all. Aluminum is the most suitable option when administration, heat conduction, and the lightest of all solutions are required—perfect for some cooling systems. Top-grade plastics offer very good chemical inertness, lower weight, and price sensitivity, but they are not as strong as metals and cannot stand high temps.
| Material | Key Advantages | Limitations |
|---|---|---|
| Stainless Steel | Excellent corrosion resistance, high hygiene standards, long service life, low maintenance | Higher initial investment cost |
| Carbon Steel | Strong, economical, readily available | Susceptible to rust and corrosion |
| Aluminum | Lightweight, good thermal conductivity, easy to manage | Lower strength compared to steel |
| High-Performance Polymers | Chemical inertness, reduced weight, cost-effective | Cannot withstand high temperatures, lower strength |
Up-to-date data patterns demonstrate that various industries are gradually shifting to stainless steel in their selection of materials for improved reliability during the use period even in the most extreme operating conditions. Stainless steel is the most expensive material at the start, nevertheless, its little need on maintenance and very long life cycle effect in being very cost-efficient over a long period of time. Nevertheless, the selection of materials will depend, in the end, on the specific operational requirements, environmental factors, and budget constraints to ensure the best performance and efficiency.
Mixing Efficiency: Which is More Effective?

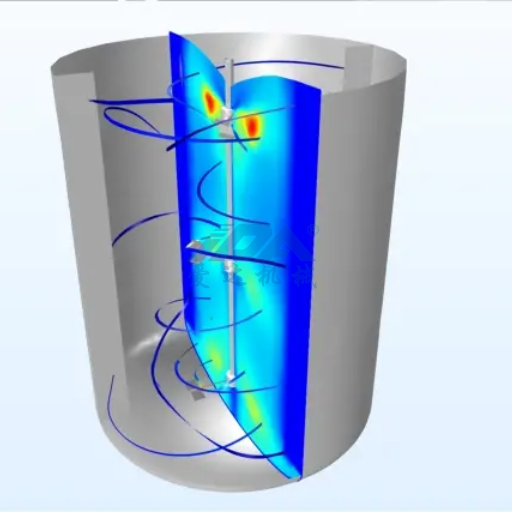
Factors Affecting Mixing Efficiency
Mixing process efficiency is a function of various parameters critical in determining mixture homogeneity, consistency, and overall quality. These factors include:
- Viscosity of Materials: One of the biggest factors affecting mixing efficiency is the viscosity of the materials. Low-viscosity fluids, for instance, have a higher rate of mixing because of the lesser resistance while the mixing of high-viscosity materials is more energy-consuming and, hence, requires the use of specialized equipment for getting uniform mixtures.
- Mixer Design and Geometry: The mixing machine construction is the most important determining factor in the energy transfer to materials. For instance, the choice of impeller design between axial and radial will instantaneously affect the material circulation and the shearing force generation in the vessel.
- Mixing Speed: The speed in revolutions per minute (RPM) is the foremost setting determining the operational mode. Over the very high speeds, shear forces might even become the dominant factor in mixing, and material might also get overheated or degraded. On the other hand, the very low speeds are going to result in the long mixing period.
- Temperature and Thermal Balance: The mixing temperature conditions are very important, since heat may change the material properties. The proper thermal profile is critical to having the materials behave as intended during the process.
- Material Ratios: Mixing of different volume ratios affects the mixing process, too. Very different ratios can result in localized concentration gradients, which tend to extend the process time for achieving uniformity.
- Presence of Solids or Particulates: In the case of mixtures with solids or particulates, it is necessary to take into account particle size and density in order to guarantee the even suspension and mixing of particles in the liquid.
Latest data trends indicate that industries are increasingly investing in automated mixers equipped with sensors to maximize efficiency.These systems enable real-time monitoring of viscosity, temperature, and flow patterns, making adjustments without halting operations. By combining such technologies with thorough understanding of the factors above, organizations can greatly enhance the precision and cost-effectiveness of their mixing processes.
Case Studies: Performance in Different Scenarios
Scenario 1: High-Viscosity Fluid Mixing
A leading chemical manufacturer employed automated, sensor-equipped mixers to overcome challenges of blending high-viscosity fluids. Data captured through built-in sensors—such as viscosity and torque measurements—allowed fine-tuning of both blade speed and temperature. This technique resulted in a 15% reduction in material inconsistencies together with a 22% shortening of batch production time, demonstrating the significance of real-time monitoring in demanding applications.
Scenario 2: Temperature-Sensitive Formulations
In the pharmaceutical sector, maintaining specific temperature ranges during mixing is crucial for guaranteeing the chemical integrity of active ingredients. One company installed advanced thermal sensors in its mixing systems, connected to a cloud-based control system whose heating and cooling rates are adjusted according to load demand. This method minimized thermal degradation, increasing product yields by 18% and lowering total energy consumption.
Scenario 3: Scaling Small-Batch Recipes
A food production company had a hard time enlarging the artisanal recipes to big amounts easily. They found out the proper agitation speeds and temperature profiles that would keep the quality the same for every batch by using AI-enhanced analytics plus real-time data from automated mixers. The method allowed scaling up without loss in quality, cutting the product rejection rates by 25% and making the time taken for processing more efficient.
These case studies demonstrate how sensor technology, cloud-based analytics, and AI-driven insights can be combined to improve mixing performance in different industrial scenarios, resulting in measurable gains in efficiency, precision, and scalability.
Time and Mixing Homogeneity Comparison
Optimal mixing processes require both mixing time and homogeneity to be under tightest control. Recent investigations and industrial applications demonstrate that shorter mixing times often mean incomplete homogenization and compromised product quality, while excessively long mixing times may result in energy waste and equipment wear. Real-time data obtained from advanced sensors is combined with cloud-based algorithms to predict with great accuracy the optimal mixing time for particular formulations.
Incorporating latest analytics that extract emerging trends and user queries related to mixing efficiency enables industries to adjust their production processes to compare performance with competitors. For example, the growing emphasis on “reduced cycle times with consistent homogeneity” points toward market demand for AI-controlled predictive frameworks. Such systems address problems like overmixing or phase separation by changing parameters based on ingredient nature and operational conditions. As a result, companies can produce high-quality goods with more uniform results and less resource consumption. This approach exemplifies adoption of data-driven and flexible decision-making in industrial mixing technology.
Cost-Effectiveness of IBC Tote Mixers vs. Standard Tank Agitators

Initial Investment and Operating Costs
Comparing IBC tote mixers to standard tank agitators reveals significant differences in initial investment and operating costs, making IBC tote mixers a financially attractive option in many cases. IBC tote mixers are typically associated with lower initial capital requirements because they utilize existing IBCs and don’t require dedicated mixing tanks. Thus, capital expenditure savings are achieved while maintaining operational flexibility across multiple plants.
Operational Cost Advantages
IBC tote mixers utilize less power and have a smaller ecological footprint because of their compact size and reliance on motor systems with very high efficiency. Present studies show that modern IBC mixers, consisting of speed-controlled drives together with best-matched impeller shape, can perform exceptionally mixing at much lower energy costs than large tank agitators operating at partial capacity. Their mobility and simplicity in handling also contribute to the reduction of labor costs and the acceleration of batch transitions or cleaning processes, thus resulting in additional operational savings.
To sum up, the combination of lower capital needs and reduced operating costs underscores significantly the cost-benefit of IBC tote mixers, especially in situations where multiple locations are involved and frequent batch processing is going on mirroring the trend of industrial processes to put more emphasis on efficiency and sustainability.
Maintenance Costs and Durability
Maintenance costs and durability are key factors determining the long-term operational viability of IBC tote mixers. IBC tote mixers are built with as few moving parts as possible, greatly reducing chances of mechanical failure and eliminating need for frequent repairs. According to recent industry trends and data, the durability of these mixers has been further improved through application of corrosion-resistant components such as stainless steel and advanced polymers—benefits of materials engineering that prolong operational lifetimes even when dealing with abrasive or highly corrosive agents.
Maintenance Best Practices
- Incorporate periodic inspections to identify potential issues early
- Implement proper cleaning protocols to prevent contamination and buildup
- Follow manufacturer guidelines for preventive maintenance schedules
- Use recommended lubricants and replacement parts to maintain warranty compliance
Data supports the assertion that industrial equipment with low-cost maintenance solutions is greatly sought-after and that it coincides with IBC tote mixers’ maintenance-free design philosophy. Moreover, the regular inspections and the use of proper cleaning methods in preventive maintenance will not only prevent equipment from malfunctioning but also prolong its life. The strong build and no maintenance requirements make IBC tote mixers a practical and economical choice for industries where mixing operations are needed for a long period.
Return on Investment Analysis
Implementing IBC tote mixers gives a noticeable and measurable benefit, primarily when assessed through the metrics of operational efficiency and lifecycle cost. As the industry indicated by trends and search data is going in this direction, companies are slowly migrating their interests for effective methods which resulted in both savings and smooth-running processes. IBC tote mixers do not only cut labor costs but also reduce the training time for new operators since these machines with less operator input create consistent results. Besides, feedback-free motor designs bring about power savings that are seen in the lower utility bills.
| Cost Factor | IBC Tote Mixer | Standard Tank Agitator |
|---|---|---|
| Initial Investment | Lower | Higher |
| Operating Costs | Reduced energy consumption | Higher energy requirements |
| Maintenance Requirements | Minimal | Moderate to High |
| Labor Costs | Lower (less operator intervention) | Higher (more complex operation) |
| ROI Timeline | Accelerated | Extended |
Moreover, the IBC tote mixer design being tough and sturdy does not incur any costs for maintenance or replacement as they do the work of mixing in spite of being subjected to the most rigorous and demanding industrial applications. Preventive maintenance is one of the key factors in extending the longevity of these systems; therefore, the initial investment is justified. All these factors combined result in quicker return on investment (ROI), which is a great support for their presence in industries like chemical production, food and beverage, and pharmaceuticals, where accurate mixing and cost efficiency are of utmost importance. The latest prediction models indicate that companies that invest in machinery with high efficiency will be able to increase their profit margins in the competitive market.
Frequently Asked Questions
What are the main differences in liquid handling between an IBC mixer and a standard tank agitator?
The differences in liquid handling primarily relate to container geometry and operational principles, which determine mixing and transportation efficiency. An IBC mixer or tote tank mixer works with IBC tanks and pallet tanks, typically employing folding impeller mechanisms to operate in restricted spaces, whereas a standard tank agitator is designed for larger, fixed water-treatment or coating industry process tanks. For viscous liquids and high-viscosity materials, IBC mixers excel with lower to medium viscosity and quick dilution operations, while industrial mixers with higher power ratings manage viscous or solid-containing materials more efficiently. IBC container solutions are designed for simple and reliable mounting by either forklift or hoisting, providing dependable solutions for both mixing and shipping. Factors such as suspended solids quantity, required consistency, and whether solids must be suspended or evenly distributed mostly determine the selection.
When is an IBC mixer the most favorable option?
When looking for a highly flexible, fast-to-set-up, and compatible mixer with IBC tanks utilized in different applications across multiple industries, an IBC mixer is the best choice. They are ubiquitous in the industrial sector for the likes of water treatment, flocculant dilution and mixing, and the introduction of alkali to potable water for treatment and are also used in pharmaceuticals and cosmetics where small batch operations happen. Mount mixer designs typically come with either direct drive or frequency inverter for variable speed control, hence the liquids can be allowed to be of the set consistency. The IBC mixer paired with forklift or pallet handling capabilities contributes to the efficiency of the workflows for pallet tank operations or when mixing material is done followed by transportation. To conclude, the IBC container approach is usually the best option when the aspects of portability, easy mounting, and pallet-based handling weigh more.
What are the benefits of using a mount mixer versus bulk tank agitators?
Mount mixer systems are typically faster to install and remove, making them capable of use across different production lines where mixing different batches or formulations is required. They connect directly to IBC tanks or pallet-mounted vessels and can handle both low-viscosity fluids and some viscous fluids when proper impeller designs are employed. Most mount mixers offer direct drive options requiring less maintenance with highly effective power transmission. Others come with frequency inverter drives for delicate control of shear and mixing intensity. In cosmetics, coatings, pharmaceuticals, and other industries, mount mixers provide versatility and can be used with folding impellers to reduce interference during transport. Additionally, they allow operations requiring mixing and transporting in the same container without transferring contents from one vessel to another.
What are the differences in agitation performance between a tote tank mixer and a stationary agitator?
Agitation performance is determined by impeller type, vessel shape, and power ratings. The tote tank mixer is optimized for IBC barrels that are square or rectangular, utilizing folding impellers reaching close to tank walls. Stationary agitators in large tanks may create more effective flow and higher shear rates, critical for suspending solid particles or in wastewater applications where solids are already suspended. Tote tank mixers are effective with low to medium viscosity materials and for applications such as dilution or blending of additives where direct container access is advantageous. If mixing flocculants or diluting alkali is necessary, a properly sized tote tank mixer can reliably provide required mixing with reduced power consumption. Ultimately, each system’s operational principles determine performance based on materials and process needs.
Can IBC tanks handle high viscosity fluids with an IBC mixer?
IBC tanks can store a variety of viscous products; but when it comes to high-viscosity mixtures, they usually need more specialized impellers and motors that are more powerful than the standard IBC mixer configurations. Strong drives and metal components are usually employed in industrial mixers for viscous or solid-containing materials as they provide the necessary torque for efficient mixing and suspension of solids. Some IBC container-mounted mixers come with folding impellers or heavy-duty impeller options to improve performance; however, there are certain limitations influenced by tank geometry and motor power. If your operation handles extremely high viscosity or requires heavy particle suspension, prescribing more power or a different industrial mixer type would ensure a dependable solution. In case of moderate viscosity in cosmetics or pharmaceutical formulations, IBC mixers are a reasonable solution in terms of cost.
How do you move and position an IBC mixer-equipped container using a forklift?
When moving an IBC mixer-equipped container, it is important to always make sure that the mount mixer is secured and its folding parts are locked before using forklift forks or pallet truck. Many IBC container and pallet tank manufacturing plants operate on the principle that the mixer stays in place during transport, thus you can mix and move without any interruption of process. However, it is still a good idea to double-check the manufacturer’s suggestions for transportation safety. When a forklift is employed, take care that the mixer load is balanced and the power is either turned off or well isolated to prevent unforeseen startup. If the mixer has to be raised by different means, a hoist can be used in conjunction with the designated lifting points on the pallet tank—just make sure that the metal parts and the lifting points are in good state. Adequate training and adherence to safety standards, even ATEX ones when necessary, grant safe handling and moving of materials as a solution.





![Filling Machine Types, Working Principles & Selection Guide [2026]](https://idaequipment.com/wp-content/uploads/2026/04/1-2-150x150.png)