Get in Touch with IDA

IBC tank mixer
The Complete IBC Tank Mixer Selection Guide: How to Choose the Right Agitator for Your Application
The motor of the IBC Tank Mixer can be either an air motor or a conventional motor. The form can be: horizontal plate type (directly placed on the IBC barrel, with forklift access holes, using a forklift to move the equipment), pneumatic lifting type, or hydraulic lifting type. There are various styles available, allowing for selection based on demand.
40,000+
mPas Viscosity Handling
15+
Years Manufacturing Experience
CE
Certified Quality
50+
Countries Served

Equipment Overview
What is an IBC Mixer and Why Do You Need One?
A specialized industrial mixing equipment, an IBC mixer (also known as an IBC tank mixer, IBC tote mixer, or IBC agitator), is designed to mix, homogenize, and agitate liquids within Intermediate Bulk Containers.
Intermediate Bulk Containers (IBCs) are standardised 275-330 gallon (1000-1250 litre) portable tanks used by many industries to store and transport liquids, chemicals, food ingredients, and pharmaceutical products. Because of their size and shape, these containers present unique mixing challenges that cannot be addressed with a standard tank mixer.
The 6-Inch Opening Problem
IBC totes are primarily equipped with a 6-inch (150mm) top opening, which creates a substantial limitation on standard impeller switches that require large diameter holes to be effective; therefore, industry standard fountain dump-style industrial (standard) mixers cannot work within the restricted area of the IBC tote.
6″
(150mm) Top Opening Limit
Advantages of mixing directly in IBC totes include:
1
Eliminating the need to transfer products into another fermenter, thus reducing waste and risk of contamination.
2
Reducing the amount of time and labour on your production line by only having one container to mix, store and transport your product without having to manually handle any additional containers.
3
Reducing the amount of cleaning required as there are fewer containers per batch.
4
Lowering your equipment costs because IBC mixers are significantly less expensive than fixed-tank, batch mixers.
5
Providing improved flexibility with portable mixing capabilities for batch processing.
Standard IBC Specifications
275-330
Gallon Capacity
6″
Standard Opening
48″
Typical Height
40×48″
Pallet Footprint
Technical Principles
How Does an IBC Mixer Work?
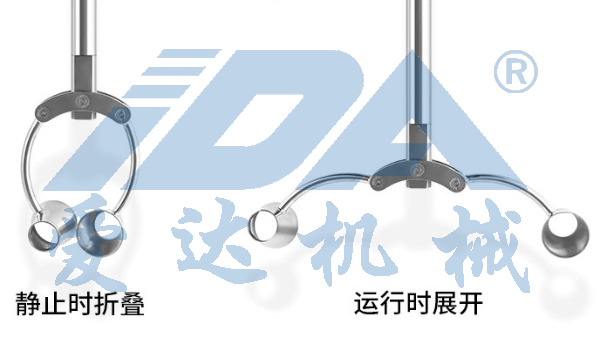
To understand how an IBC tote mixer works, it is important to recognize how this mobile mixing method has become a fundamental component of many modern industrial processes. The primary innovation that enabled the mixing of IBCs was the folding impeller design.
The Folding Impeller Mechanism
The apparatus of a folding impeller mixer has been manufactured with an ingenious mechanical design that permits it to work in the following manner:
01
Insertion Phase
When first inserted into an IBC container, the blades of the impeller are folded up against the shaft, which reduces the diameter of the impeller to pass through the 6″ IBC outlet.
02
Deployment Phase
Once inside the container, the blades automatically deploy due to their design, which leverages both gravity and centrifugal forces.
03
Mixing Phase
When the impeller is fully expanded, it produces an extreme amount of axial and radial agitation (motion) of the contents of the IBC container.
04
Extraction Phase
The blades return to their folded position when the container is lifted, facilitating removal.
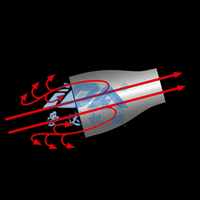
Mixing Flow Patterns
With IBC mixers, the two types of flow produced (axial flow and radial flow) ensure that no part of the container is left untouched. This is essential to ensure consistent product quality.
Mixing Dynamics in Action
Factors affecting the efficiency of an IBC agitator include impeller speed (RPM), impeller blade geometry, the viscosity of the product being mixed, and the container fill level. To be effective, an IBC mixer must be chosen based on these factors.


Versatile Solutions
Industry Applications of the IBC Tank Mixer
IBC mixer systems are used across industries that require large-volume liquid production. The versatility of these systems enables them to be used across multiple industries with varying mixing requirements.
01
Paint & Coatings Industry
IBC container mixer systems enable manufacturers to maintain pigment suspension in the finished product, preventing pigment settling and allowing uniform colour across large production volumes. In general, these paint and coating mixers are designed and constructed as explosion-proof units for use with solvent-based products.
02
Food & Beverage Processing
Food-grade IBC mixer systems are constructed of 316L stainless steel, feature FDA-approved seals, and are sanitary in design. These mixers are typically used to produce beverages (juices, sodas), sauces, syrups, and food product ingredients. All FDA mixers must meet the strictest sanitary requirements, including current Good Manufacturing Practices (cGMP).
03
Pharmaceutical & Cosmetics
Pharmaceutical mixers and cosmetic mixers must be constructed from appropriate materials, provide the user with an easy means of cleaning and validating the cleaning process (cleaning validation), and comply with cGMP. Examples of applications include API (active ingredient) suspension, cream and lotion blending, and lotion manufacturing.
04
Chemical Processing
IBC tank mixer systems designed for chemical processing are used to handle and mix corrosive materials, solvents, and reactive compounds. Therefore, when selecting materials to manufacture an IBC mixer designed for chemical processing, material integrity is extremely important (316SS, Hastelloy, or PTFE coated), as is the operator’s safety.
Product Range
Types of IBC Tank Mixer: A Complete Classification
1. Pneumatic Lifting IBC Mixer (Air-Powered)
This Mixing Head is driven by a pneumatic motor and is supplied with a Vertical Lift Stand (typically an Air Cylinder) that allows the Mixing Head to be easily lifted on/off the tank.
Introduction
A “Universal” Mixing Solution for use in Hazardous, Volatile Environments. A Pneumatic Drive System assures the Mixing Head has no Sparks. The Lifting Frame provides a quick, easy way to change Tanks.
Key Advantages
- Explosion-Proof: Safe to use in Hazardous Environments (e.g., Flammable Chemicals, Solvents & Paints)
- Operational Ease: The pneumatic lift reduces manual labor, making it easy to align the impeller with the IBC opening.
- Stepless Speed Control: Using the Air Flow Valve, you can adjust the Mixing Speed quite easily.



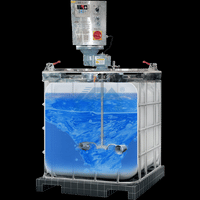
2. Electric Bridge-Mounted IBC Mixer
The Electric Bridge IBC Mixer consists of a Durable Bracket (commonly made from Stainless Steel) that supports the Strong Electric Motor above the IBC Cage.
Introduction
The Electric Bridge is designed for Continuous Operation and supports high-torque applications. The Electric Bridge provides a Stable Platform that locks onto the IBC Frame, keeping the Mixer centred and stable when agitated at High Speed.
Key Advantages
- High Stability: The Bridge’s design eliminates vibration, so the Mixer stays perfectly aligned; it remains Straight Up and Down.
- Energy Efficient: Electric Motors deliver more Energy than Pneumatic Motors and maintain a constant Torque on Electric Motors.
- Digital Control: Electric Bridge IBC Mixers typically integrate VFDs (Variable Frequency Drives) to achieve accurate RPM and Timing.

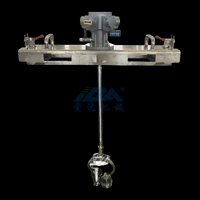
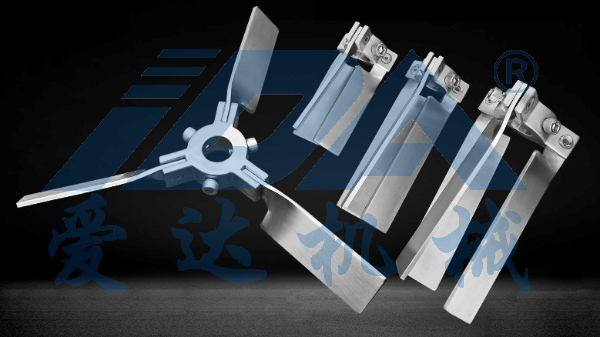
3. IBC Mixer with Foldable (Telescopic) Impeller
This Telescoping Impeller IBC Mixer addresses the common issue of the narrow neck of a typical IBC Tank. Telescoping Impeller IBC Mixers are usually powered by Electric or Pneumatic Drive Systems.
Introduction
The Telescoping Impeller Mixing Head is Specially Designed to have Closed Blades when entering through a 150mm (6-inch) IBC Lid and, as the motor spins, to Open.
Key Advantages
- Direct Entry: Provides Large-Diameter Mixing Customisation Without Removing the IBC Lid or Specialised Lids on IBC Tanks.
- Superior Mixing: Provides Deep Vortex Mixing in Viscous Liquids When the Telescoping Impeller is Expanded.
- Tool-Free Assembly: Designed for rapid deployment across multiple IBC units.
4. Hydraulic Lifting IBC Agitator
Compared to manual devices, the Hydraulic Lift IBC Agitator is more efficient and easier because it allows smooth and precise control of lifts with minimal effort from the operator. These Mixers are best suited to environments where medium to large quantities of material are handled and require consistent and repeatable positioning.
Introduction
Hydraulic Lift IBC Mixers are mobile mixers that are mounted on sturdy stands, and feature a hydraulic cylinder system that allows the mixing head to be raised and lowered smoothly and accurately to your specific requirements.
Key Advantages
- Easy Operation: The hydraulic system allows the mixing head to be raised and lowered with little effort from the operator, thus minimizing fatigue.
- Control of Mixing Head Height: The hydraulic system provides a smooth mixing head that is stable and positioned at various heights, and is repeatable and accurate.
- Increased Load Capacity: Hydraulic lifting systems can accommodate heavier mixing heads and shafts of greater length without difficulty, unlike manual crank systems.
- Versatile: These Mixers can also be utilized with open-top drums, IBCs, or other mixing vessels that have been customized.



Patented Technology
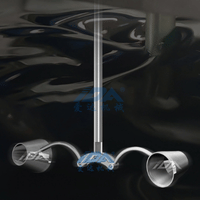
Professional IBC Tank Jet Mixing Solutions
Product Introduction
- This is a mixer specially designed for IBC barrels, with a processing capacity of 1 ton, which fits the standard size of IBC barrels. The material dispersion, stirring and mixing process can be completed in the barrel, greatly improving efficiency.
- The jet cup type mixer specially developed for IBC barrels can be folded and retracted, and can be easily placed in IBC barrels of different sizes.
- Exquisite space and angle design, efficient and stable mixing, prevent air from entering, and no bubbles are generated during stirring.
Core Advantages & Features
01
Jet mixer is our company’s patented product.
02
The mixing blades can shrink freely and can be easily placed into IBC barrels of different sizes.
03
The motor of this IBC barrel mixer can be electric or pneumatic, and the speed can be adjusted.
04
High-efficiency liquid-liquid mixer, the maximum mixing viscosity can reach 40000mpas.
05
Exquisite space and angle design, integrated welding, mirror polishing, and support for customization.
06
Application for dairy products, beverages, coatings, varnishes, chemicals, pesticides and other liquids.
Technical Parameters
| Rotation diameter | Inter thread diameter | Stirring rod diameter | Shrinkage diameter |
|---|---|---|---|
| 300-600mm | M10-M40 | 16-50mm | 100-150mm |
Problem Solving
Common IBC Mixing Challenges
Common IBC Mixing Challenges
& Our Solutions
Identifying the top issues that cause bottlenecks in the mixing process allows us to pinpoint the most effective engineering solution for each scenario.
01
Challenge
Standard Impellers Won’t Fit
The 6-inch (15cm) opening of an IBC will not provide sufficient clearance for most commercially available mixing blades. If you attempt to use an impaired impeller that fits through the IBC opening, you risk inadequate mixing, dead spots, and product settlement.
Solution
Patented Folding Impeller Design
Patented technology is used to create blades that fold to fit through the 6-inch (15cm) opening of an IBC, then unfold to a diameter of 10 to 16 inches (25 to 40 cm) while rotating. The resulting design will provide full power-mixing capacity without any access limitations.
02
Challenge
High Viscosity Materials Won’t Mix
Thick liquids such as adhesives, resins, and high-solid paints cannot be adequately mixed with standard IBC mixers. If materials are not mixed 100% properly, this will damage product quality and lead to waste from excess materials.
Solution
Heavy-Duty Gear Drive System
Heavy-duty IBC mixers were developed specifically for high-viscosity materials and are equipped with gear-driven electric motors and dual-folding impeller technology to ensure complete tank turnover.
03
Challenge
Air Bubbles and Foam
Conventional mixing processes typically generate a vortex in the product, which in turn creates bubbles and foam. The presence of air bubbles creates surface defects in paint, coating, and precision liquids.
Solution
Jet Cup Mixing Technology
Our patented bubble-free IBC mixer uses jet-mixing principles to generate laminar flow patterns, preventing air from entering the liquid. The jet cup design has been specifically manufactured for use with coatings and pharmaceutical products.
04
Challenge
Cleaning & Cross-Contamination
Many traditional mixer component designs feature crevices or complex welded gaps, or multiple components, which typically result in cleaning loss during production. When a product is manufactured in a contaminated mixer, it increases the risk of cross-contamination and requires longer cleaning cycles.
Solution
Sanitary Design with Mirror Polish
We manufacture sanitary IBC mixers designed to integrate all welding, be produced with mirror-polished surfaces (Ra < 0.8µm), and minimize the time required to disassemble for thorough cleaning.
05
Challenge
Hazardous Environment Requirements
Explosion-proof equipment is essential for many chemical plants and operations involving flammable liquids. The majority of electric mixers being sold today pose an ignition risk when operated in these hazardous environments.
Solution
ATEX-Certified Pneumatic Mixers
We manufacture explosion-proof IBC mixers that use air-powered motors and are ATEX-certified for use in Class I, Division 1 hazardous locations where there are no electrical ignition sources.
06
Challenge
Unreliable Suppliers & No Support
Most users of IBC mixers experience some degree of inconsistency in product performance due to their suppliers’ servicing and supportability, as many so-called “resellers” cannot consistently manufacture, engineer, or supply products.
Solution
Direct Factory Partnership
As a certified manufacturer with a state-of-the-art facility, we guarantee quality and provide ongoing technical support and engineering services.
Proven Success
Real Results from IBC Tank Mixer Solutions
Discover how manufacturers in the chemical, beverage, pharmaceutical, and cosmetic industries have benefited from our patented folding impeller technology and high-viscosity mixing solutions.
Food & Beverage
Sanitary Mixing for Dairy Concentrate Production
ND
The Challenge
The Challenge
Nordic Dairy needed a sanitary IBC mixer capable of mixing very viscous dairy concentrates and capable of conforming to FDA and 3A sanitary standards. Cross-contamination from hard-to-clean mixer components resulted in batch rejections and compliance issues.
Our Solution
Our Solution
We provided a sanitary IBC mixer constructed from 316L stainless steel, utilizing an integrated-welding process featuring mirror-polished surfaces (Ra ≤ 0.4μm). Our sanitary design eliminates all ridge and dead-space areas and is completely designed to allow clean-in-place (CIP) sanitation of the mixer after every batch.
Pharmaceutical
Explosion-Proof Mixing for Solvent-Based Formulations
MP
The Challenge
The Challenge
MediPharm International required an IBC agitator for the mixing of their pharmaceutical intermediates that contained flammable solvents. The risk of explosion from conventional electric mixers in a Zone 1 ATEX-classified environment, and the need to maintain accurate quantity and ratio mixing, were critical to product quality.
Our Solution
Our Solution
We created an ATEX-certified pneumatic IBC Mixer utilizing an ATEX-certified air motor. The explosion-proof tote mixer is designed for hazardous environments, while our gear-drive design delivers continuous, low-speed, high-torque mixing for consistent, uniform results from batch to batch.
Cosmetics
Gentle Mixing for Premium Skincare Emulsions
LB
The Challenge
The Challenge
Luxe Beauty, which produced premium serums and lotions, required a very gentle mixing process to maintain the integrity of their active ingredient(s). The ideal mixing method for them was an IBC tote mixer; however, their existing IBC mixer produced very high shear rates, degrading sensitive compounds and leading to product separation within weeks of production.
Our Solution
Our Solution
Our Variable Speed IBC Mixer with Collapsible Blade Design offers ultra-gentle mixing at precisely controlled RPMs. Additionally, our bubble-free mixing technology, which helps prevent air from becoming trapped within the materials, helps to prolong the shelf life of these types of sensitive materials.
IBC Mixer Professional Tools
Free engineering calculators to help you select the right IBC tank mixer for your application
IBC Mixer Selection Calculator
Get personalized mixer recommendations based on your application requirements
📊
Your Mixer Specifications
Recommended Motor
—
HP
Optimal Speed
—
RPM
Impeller Diameter
—
inches
Shaft Length
—
inches
✅
Recommended Solution
Need a customized solution for your specific application?
📧
Request Free Quote
Industry Application Matcher
Select your industry to see tailored IBC mixer requirements and recommendations
Food & Beverage
Chemical
Paints & Coatings
Pharmaceutical
Cosmetics
Water Treatment
IBC Mixer Interactive Tools
Select the right mixer with our professional engineering tools and calculators
Configurator
IBC Mixer Selection Guide
Answer guided questions to find the perfect mixer for your application
Open Tool
Interactive Slider
Dynamic Viscosity Comparator
Compare viscosity levels with real-world reference materials
Open Tool
Visual Tool
“Foldable Blade” Entrance Simulator
Visualize how the folding impeller passes through 6″ openings
Open Tool
Calculator
Mixing Time & Efficiency Calculator
Calculate optimal mixing parameters for your specific requirements
Open Tool
Frequently Asked Questions (FAQs)
What is an IBC mixer, and what role does it play in an IBC tank or tote?
An IBC mixer, also known as a tote mixer, tote agitator, or intermediate bulk container mixer, is designed to fit Intermediate Bulk Containers (IBCs or IBC totes) and tote tanks and to effectively mix IBCs. The mixer is usually mounted on the tank or lid that bears the process, and it is equipped with an impeller specifically designed for axial-flow, folding, or high-viscosity applications. It is powered by an electric motor or air-powered pneumatic motors to circulate and homogenize the IBC or suspension. Consequently, IBC mixers are widely used in combination with chemical processes, water treatment, and food and beverage applications, enabling the separation between the occurrence and the resulting product quality through improved mixing in standard IBCs and square or rectangular containers.
How does one specify the right impeller and motor for the tote or tank mixer?
Mixer selection depends on liquid characteristics such as viscosity, the presence of powder/solids, mixing speed, and performance requirements for precise mixing, dispersion, or dissolution. In low-viscosity liquids, axial-flow impellers can mix effectively. For high-viscosity and solids blends, folding impellers or high-viscosity impellers operated with a high-torque motor would be recommended, or a pneumatic agitator. Consider variable cooling options to optimize mixing speed and ensure Mixquip or other items comply with the IBC mixer range suitable for your product.
What are the advantages of electric motor IBC tank mixers compared to pneumatic mixers for IBC tanks?
Electric motor IBC tank mixers offer more precise control of mixing speeds than pneumatic or air mixers through variable-speed controllers, enabling use in many food and beverage and other industrial applications. Pneumatic mixers and air agitators are effective in hazardous environments where spark-free operation is required, making them ideal for industries that use solvent-based or flammable liquids. Pneumatic agitators are more robust for heavy-duty operations or washdown applications, but the initial infrastructure to operate pneumatic agitators typically requires a reliable compressed-air supply. Pneumatic agitation systems can be significantly less energy-efficient than their electric counterparts.
Can IBC tote mixers mix powders and high-viscosity materials?
Yes, IBC tote mixers can mix powders with liquids and process high-viscosity liquids, provided the appropriate specifications are used. High-torque mixer equipment is essential for mixing powders, as is the proper configuration of impellers (e.g., folding impellers and high-viscosity impellers) and the appropriate mixing time. An effective agitator for mixing powders should also generate strong axial flow to facilitate tank contents mixing and maximize throughput by ensuring complete dissolution or dispersion of the powders in the liquid.
Can I use a stainless steel IBC mixer for food or beverage products, or for mixing corrosive liquids?
Yes! You can find stainless steel IBC mixers & stainless steel impellers made for food & beverage, pharmaceutical & corrosive chemical processes. They are made from stainless steel (304 or 316), so they are resistant to corrosion, can be cleaned easily, and meet sanitary standards. When choosing an IBC tank mixer for food & beverage applications, be sure to check the material used, the surface finish, and whether it meets all required certifications for sanitary mixing to protect your products and comply with regulatory requirements.
How should I mount & install a tote tank mixer or IBC agitator on an IBC container?
There are several options for mounting an IBC tank mixer: lid-mount, clamp-on, and flange-mounted systems, each of which fits a standard IBC (or tote tank) opening. Many IBC tote mixers have quick-mount or mount-mixer designs that allow easy installation on a standard IBC or pallet tank without modification. When installing the mixer, please ensure that the correct-size mixer for your specific IBC tote is used, that the impeller clearance is correct, and that the motor/pneumatic drive is securely anchored. Then follow the manufacturer’s instructions to ensure the mixer is sealed, aligned, and safe for use.
What is the Best Way to Maintain IBC and re-usable Tote Mixers for Optimal Performance?
Routine inspection and maintenance of reusable tote and IBC mixers are performed to ensure optimal performance. Inspection of impellers and shafts, seal and bearing operation, motor and air drive, and surface cleaning (especially when stainless steel mixers used in food and beverage) are all part of this routine. All moving parts must be lubricated according to the manufacturer’s specifications; mixer speed and power must be monitored during mixing to avoid overload conditions; and worn parts must be replaced to achieve maximum efficiency and product quality. If not checked regularly, IBC and tote mixers will not be available when needed, reducing service life.
Can I Use Pneumatic or Air Mixers to Treat Water and Chemicals?
Yes, pneumatic/air mixers are often utilized for both water treatment and chemical processes, where the environment must be explosion-proof or spark-free. They can deliver reliable mixing in the most extreme environments and are available in several designs, such as axial or top-entry pneumatic mixers, delivering optimal mixing performance. When selecting a pneumatic/air mixer, the overall tank geometry, liquid viscosity, the presence of solids or powders, required mixing speed, and batch size must be considered to identify the best pneumatic mixer/agitator for the required mixing performance and application.
How do I select a mixer that is optimal for my IBC mixing requirements and product quality?
To ensure efficient mixing, specify the operational requirements (type of liquid, range of viscosity, presence of powders, presence of solid particles, final desired speed for mixing, and batch size), and then choose a mixer that has the required impeller type, motor or pneumatic drive, and variable step-capable speed if necessary. For IBC mixer inquiries, publishers need to be contacted, encouraged to submit testing application data, or asked to test the product for your specific consideration, according to the relevant field (such as food and beverage, chemical, and water treatment). With proper selection, installation, and maintenance, mixers can be designed to integrate and meet the requirements for effective, accurate mixing, thereby upholding consistent product quality.
